Avis IRSN/2019-00057 du 22 mars 2019
Objet : Réacteur EPR de Flamanville - Exigences d'exclusion de rupture et défauts non détectés
lors des contrôles de fin de fabrication
Réf. [1] Décret n° 2007-534 du 10 avril 2007 modifié autorisant la création de l'installation nucléaire de base dénommée Flamanville 3, comportant un réacteur nucléaire de type EPR, sur le site de Flamanville (Manche) ; [2] Lettre ASN – CODEP-DEP-2018-049173 du 18 décembre 2018
Monsieur le Président de l’Autorité de sûreté nucléaire
Électricité de France (EDF) a souhaité soumettre les tuyauteries de vapeur principales (VVP) des circuits secondaires principaux du réacteur EPR de Flamanville à des exigences renforcées, visant à prévenir leur rupture avec un haut niveau de confiance, afin de ne pas retenir la rupture complète de ces tuyauteries dans les études de la démonstration de sûreté nucléaire de l’installation. Le rapport préliminaire de sûreté transmis dans le cadre de la demande d'autorisation de création afférente prévoit ainsi l’application d’une démarche d'exclusion de rupture aux tuyauteries VVP, plus précisément aux éléments de tuyauterie situés entre la sortie des générateurs de vapeur et le point fixe à l’aval de la vanne d'isolement de la vapeur.
Eléments de tuyauterie concernés par la démarche d'exclusion de rupture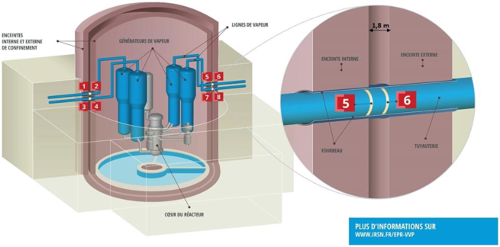
| Sortie des générateurs de vapeur | |
 |
point fixe |
L’exclusion de rupture désigne une démarche assurant, par la mise en œuvre de dispositions techniques en conception, fabrication et exploitation (suivi en service), qu’une rupture de tuyauterie est suffisamment improbable pour qu’elle puisse ne pas être étudiée (cet événement est dit « exclu »). L’objectif de la justification de l’exclusion de rupture est d’apporter la garantie du maintien de l’intégrité des tuyauteries pendant la durée de vie de l’installation.
| Absence de rupture |  |
| Rupture circonférencielle | 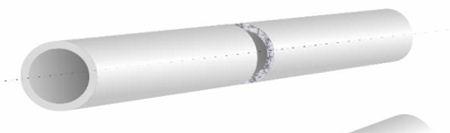 |
| Rupture doublement débattue | 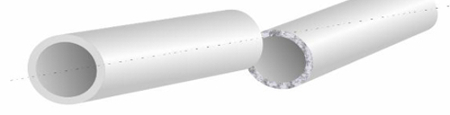 |
Le paragraphe II-1 de l'article 2 du décret d'autorisation de création de l’installation [1] a encadré cette démarche, qui constitue un élément essentiel pour la protection des intérêts mentionnés à l'article L. 593-1 du code de l'environnement : « Des dispositions sont prises pour garantir, tout au long de la vie de l'installation, l'intégrité : [...] des tuyauteries primaires et secondaires principales pour lesquelles la survenue d'une rupture circonférentielle doublement débattue n'est pas retenue dans les conditions de fonctionnement de référence étudiées dans le rapport de sûreté. Ces dispositions doivent couvrir l'ensemble des aspects suivants :
- la qualité de la conception et la vérification associée ;
- la qualité de la fabrication et les contrôles associés ;
- le suivi en service devant rendre hautement improbables non seulement l'apparition d'altérations de l'équipement remettant en cause la prévention des différents modes d'endommagement mais aussi l'absence de détection à temps de ces altérations si elles survenaient néanmoins. »
Cette démarche, en particulier les conditions de son acceptation, a fait l'objet d'un avis de la Section permanente nucléaire de la Commission centrale des appareils à pression le 21 juin 2005 et d’une lettre de l’Autorité de Sûreté Nucléaire (ASN) définissant les bases d'un référentiel technique d'exclusion de rupture.
EDF a informé l'ASN, en 2017, de l'existence de « fiches de non-conformités qui concernent les exigences du référentiel exclusion de rupture » pour les 66 soudures des tuyauteries VVP du réacteur EPR de Flamanville (huit soudures situées au droit des traversées de l'enceinte de confinement réalisées en usine et 58 soudures réalisées sur site). EDF a par la suite également informé l'ASN, en mars 2018, de la présence de défauts qui n'avaient pas été détectés lors des contrôles de fin de fabrication sur certaines de ces 66 soudures ainsi que sur d’autres soudures des tuyauteries des circuits secondaires principaux.
Compte tenu de ces éléments, EDF a présenté à l’ASN, en juillet 2018, une démarche de traitement des écarts privilégiant, pour certaines soudures des tuyauteries VVP en exclusion de rupture, une remise à niveau permettant de respecter les spécifications définies par le fabricant. EDF a en outre précisé que la démarche de traitement des écarts prévoit de justifier le maintien en l'état de certaines soudures des tuyauteries VVP en exclusion de rupture, en particulier les soudures au droit des traversées de l'enceinte de confinement.
En réponse à cette proposition d’EDF, l'ASN a rappelé que la démonstration de l'atteinte des objectifs prescrits par le décret en référence [1] pour ces soudures devrait être apportée. EDF doit en particulier démontrer que la qualité de conception et de fabrication permet d'atteindre, avec un haut niveau de confiance, des caractéristiques, notamment mécaniques, permettant de considérer la rupture des tuyauteries comme extrêmement improbable, en cohérence avec la démonstration de sureté de l'installation.
EDF a transmis, en décembre 2018, sa stratégie détaillée de traitement des écarts affectant les soudures des tuyauteries VVP du réacteur EPR de Flamanville.
Dans ce contexte, l’ASN a saisi l’Institut de radioprotection et de sûreté nucléaire (IRSN), par lettre citée en référence [2], afin de recueillir son avis sur les points suivants de la démarche proposée par EDF :
* la caractérisation des propriétés de ténacité des soudures réalisées sur les tuyauteries VVP au droit des traversées de l’enceinte de confinement ;
* la caractérisation du phénomène de « vieillissement sous déformation » des matériaux d’apport des soudures des tuyauteries VVP.
Une synthèse de l’expertise menée par l’IRSN et les principales conclusions associées sont présentées ci-après.
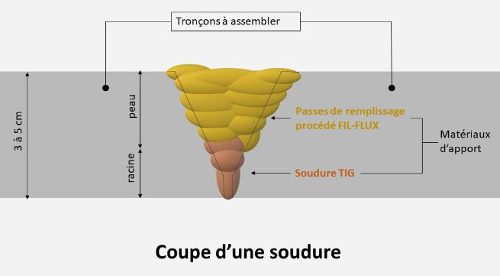
Le « vieillissement sous déformation » se produit par nature dans les zones fondues par soudage du fait des effets thermomécaniques des passes successives de soudage. Cet effet est plus important dans les passes de racines des soudures épaisses qui sont soumises aux contraintes qu’induit le retrait des passes supérieures.
Le matériel d'apport est constitué d'une tige métallique de diamètre variable dont la composition est en cohérence avec celle du métal que l'on soude. Lors du soudage, ce métal fusionne et constitue un ajout de matière lors de la formation du cordon de soudure.
Caractérisation des propriétés de ténacité des soudures réalisées sur les tuyauteries VVP au droit des traversées de l’enceinte de confinement
Les soudures des tuyauteries VVP réalisées au droit des traversées de l’enceinte de confinement du réacteur ont été préfabriquées en usine. Le mode opératoire de soudage comprend la réalisation manuelle d’un certain nombre de passes depuis la racine avec un procédé TIG (soudage à l’électrode en tungstène sous gaz inerte), puis la réalisation de passes de remplissage avec le procédé fil-flux (soudage à l’arc électrique à l’aide d’un fil électrode fusible dévidé par une bobine protégé par un flux aggloméré).
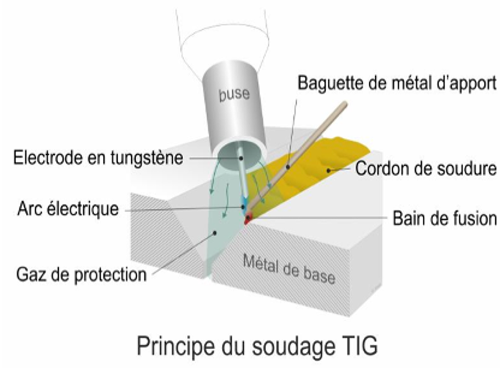
Le procédé de soudage « TIG » (Tungsten Inert Gas) est un procédé de soudage à l'arc avec ou sans métal d’apport. L'arc électrique qui se crée entre l'électrode en tungstène et la pièce à souder crée un bain de métal liquide (mélange de métal d'apport fondu et d'une partie de métal de base refondu) tandis qu'un gaz de protection, généralement de l'argon, protège le bain de fusion de l’oxydation et des impuretés en suspension dans l'air).
Le procédé fil-flux utilise comme métal d'apport un fil de soudage distribué au travers de la torche. Pour ne pas s'oxyder, le bain de fusion est protégé par un flux solide (enrobage d'électrode ou flux pulvérulent)
Les assemblages témoins sont des assemblages réalisés dans les mêmes conditions, par les mêmes soudeurs, au même moment et avec les mêmes produits que les assemblages soudés qui ont été installés sur la centrale. Ils ont pour objectif d’apporter des garanties quant à la maîtrise dans le temps des procédés de soudage.
La qualification de ce mode
opératoire effectuée en 2011 couvre la réalisation de certaines
soudures des tuyauteries VVP, notamment celles au droit des
traversées, ainsi que des soudures du circuit ARE 3
[Alimentation normale des générateurs de vapeur].
Le circuit ARE est le circuit principal d’alimentation en eau des
générateurs de vapeur.
Les exigences techniques pour les soudures du circuit ARE sont toutefois moins élevées que pour les soudures en exclusion de rupture des tuyauteries VVP. Six assemblages témoins ont été réalisés au cours de la fabrication qui s’est déroulée de 2012 à 2014.
Des éprouvettes de résilience ont été prélevées sur ces assemblages témoins et les valeurs d’énergie de rupture en flexion obtenues à 0°C, entre 80 J et 49 J en valeur moyenne, sont en deçà de la valeur spécifiée de 100 J. Cet écart a conduit EDF à proposer une démarche en deux étapes, eu égard au risque de rupture brutale des soudures au droit des traversées VVP :
* la première étape consiste à estimer, de manière conservative, les propriétés mécaniques du matériau des soudures réalisées, notamment l’évolution de la ténacité en fonction de la température ;
* la seconde étape consiste à évaluer le risque d’amorçage d’un défaut postulé, compte tenu des propriétés mécaniques issues de la première étape, pour juger du caractère suffisamment ductile et tenace du matériau.
Pour la première étape de sa démarche, EDF propose d’effectuer des mesures de résilience et de ténacité sur des éprouvettes prélevées dans des assemblages témoins des soudures, dans trois soudures de tuyauteries ARE réalisées avec le même lot de matériaux d’apport du procédé fil-flux que ceux utilisés pour les soudures des tuyauteries VVP au droit des traversées et dans quatre maquettes spécialement réalisées au centre technique de Framatome. Sur la base de ces essais, EDF entend déterminer une loi d’évolution de la ténacité en fonction de la température du matériau des soudures des tuyauteries VVP au droit des traversées, à retenir pour la seconde étape.
Les maquettes sont des assemblages similaires à ceux réalisés sur site mais qui n’ont pas forcement été réalisées dans des conditions parfaitement identiques (sociétés différentes, soudeurs différents, conditions d’environnement, ...)
Pour l’IRSN, l’obtention de valeurs de résilience inférieures aux critères du référentiel technique d’EDF défini pour les tuyauteries VVP en exclusion de rupture est avant tout le résultat d’un choix de matériaux d’apport qui n’est pas adapté à ce référentiel. La démarche d’EDF étant néanmoins de caractériser ces matériaux d’apport, l’IRSN estime nécessaire de les caractériser pour tout le domaine de validité du mode opératoire de soudage tel que mis en œuvre pour les soudures des tuyauteries VVP au droit des traversées.
À cet égard, l’IRSN considère que le programme d’essais proposé par EDF ne garantit pas la détermination, avec le haut niveau de confiance attendu pour un composant en exclusion de rupture, des valeurs minimales des propriétés mécaniques des matériaux des soudures réalisées. En effet, pour l’IRSN, les assemblages témoins des soudures de production dont dispose EDF ne couvrent pas toutes les variations des paramètres de soudage qui peuvent se produire en application du mode opératoire. En outre, les trois soudures de tuyauteries ARE qu’EDF propose d’expertiser ne sont pas réalisées selon le même référentiel que les soudures des tuyauteries VVP en exclusion de rupture. Enfin, certaines des maquettes réalisées au centre technique de Framatome ont été fabriquées avec des matériaux d’apport du procédé fil-flux différents de ceux des soudures des tuyauteries VVP au droit des traversées.
Exemple de paramètres de soudage :
* la température
* le diamètre du fil
* le matériel utilisé
* les paramètres electriques de la soudure
* l’épaisseur de la soudure
* la configuration de soudage (tôle, tube, ...)
Pour l’IRSN, la démarche d’EDF devrait reposer sur un ensemble d’échantillons de matière utilisant les mêmes matériaux d’apport que les soudures des tuyauteries VVP au droit des traversées et permettant de couvrir la variabilité des propriétés mécaniques qu’introduisent les matériaux d’apport et les conditions de soudage lors de la mise en œuvre. L’IRSN considère par conséquent qu’EDF devrait compléter sa base d’échantillons en ce sens. Ceci fait l’objet de la recommandation n°1 en annexe.
Caractérisation du phénomène de vieillissement sous déformation des matériaux d’apport des soudures de tuyauteries VVP
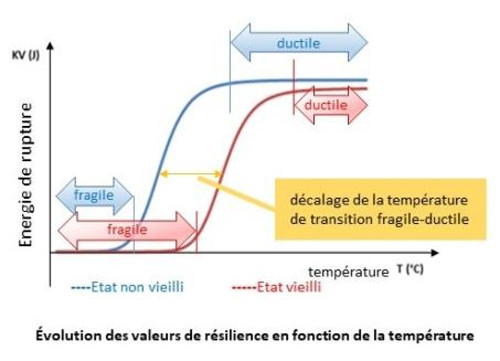
Les tuyauteries de vapeur principales sont réalisées en acier au carbone et au manganèse. Cet acier est sensible au phénomène de vieillissement sous déformation qui, lorsqu’il se produit, induit une fragilisation. Cette fragilisation se traduit notamment par un décalage de la température de transition fragile-ductile du matériau vers les hautes températures. Le vieillissement sous déformation a également pour conséquence une augmentation de la résistance à la traction, R m, à haute température par rapport à celle à température ambiante.
La limite d’élasticité, en revanche, reste plus faible à haute température qu’à température ambiante. Pour des assemblages soudés, la réalisation d’un traitement thermique de détensionnement après soudage permet de limiter, en principe, les effets du vieillissement sous déformation. Ainsi, dans le dossier des matériaux de l’EPR de Flamanville, comme dans celui des réacteurs du palier N4, le vieillissement sous déformation est considéré comme étant maîtrisé compte tenu du traitement thermique de détensionnement appliqué aux soudures et de la prise en compte d’un décalage forfaitaire de la température de transition fragile-ductile de 15 °C dans les hypothèses retenues pour les analyses de mécanique.
Dans le cadre de la fabrication des tuyauteries VVP de l’EPR de Flamanville, des valeurs de la résistance à la traction R m à haute température supérieures à celles observées à température ambiante ont été obtenues pour certains assemblages témoins des soudures réalisées sur site, ainsi que pour une soudure de la tuyauterie ARE, et ce malgré la réalisation du traitement thermique de détensionnement. EDF considère que ces résultats sont le signe que le matériau des soudures demeure sensible au phénomène de vieillissement sous déformation après le traitement thermique.
EDF propose, afin de couvrir ce résultat inattendu, de retenir un décalage forfaitaire de la température de transition fragile-ductile de 40 °C dans les hypothèses des analyses de mécanique concernant les assemblages soudés. En complément, EDF propose un programme destiné à mieux caractériser le phénomène de vieillissement sous déformation observé lors de la réalisation des soudures des tuyauteries VVP de l’EPR de Flamanville. Ce programme vise à déterminer l’évolution de la résilience de la zone fondue de l’assemblage soudé en fonction de la température, entre l’état sans vieillissement et l’état vieilli, d’une part en peau de l’assemblage soudé, d’autre part en racine. Il porte sur des maquettes réalisées avec les matériaux d’apport des soudures effectivement réalisées sur site ou des assemblages témoins de soudures. Avec ce programme, EDF entend démontrer, pour les différents matériaux d’apport présents dans les soudures, le caractère enveloppe de la valeur de 40 °C de décalage de la température de transition fragile-ductile retenue dans les analyses de mécanique.
Le traitement thermique de détensionnement consiste à maintenir la soudure à une température fixée pendant une certaine durée, il permet de relaxer les tensions internes (contraintes de traction ou de compression) apparues lors du soudage.
L’IRSN considère qu’un programme d’essais visant à déterminer les propriétés mécaniques d’un matériau sensible au vieillissement sous déformation est d’autant plus facile à justifier que ce phénomène est compris et maîtrisé. Or, pour les soudures des tuyauteries VVP de l’EPR de Flamanville, un vieillissement sous déformation est observé sur des assemblages témoins de production, mais pas sur une maquette spécifiquement réalisée pour étudier le phénomène. EDF n’a pas fourni d’explication quant à l’origine de ces constats contradictoires. De même, les assemblages témoins des soudures réalisées avec le procédé fil-flux ne présentent pas d’augmentation de la résistance à la traction à haute température alors que le matériau de la soudure de la tuyauterie ARE expertisée par EDF présente une telle augmentation. Pour l’IRSN, ces constats contradictoires et l’absence d’explications de la part d’EDF font que le programme de caractérisation tel qu’envisagé par EDF à ce stade ne garantit pas de produire des résultats conservatifs. En particulier, EDF ne prévoit pas d’obtenir l’effet maximal du vieillissement en comparant l’état initial en peau de l’assemblage soudé à l’état vieilli à la racine. Ceci n’est pas satisfaisant et conduit l’IRSN à formuler la recommandation n°2 en annexe.
Conclusion
L’IRSN rappelle que la démarche d’exclusion de rupture repose sur des exigences renforcées visant à prévenir le risque de rupture d’un composant, notamment en s’appuyant sur une excellente qualité de réalisation et sur le haut niveau de confiance qui peut être accordé à cette qualité de réalisation.
L’excellence de la qualité de réalisation repose notamment sur la maîtrise et la prévention des différents modes d’endommagement. A cet égard, les nombreux écarts constatés lors de la réalisation des soudures des tuyauteries de vapeur principales de l’EPR de Flamanville conduisent EDF à proposer des actions correctives ou des justifications. De telles justifications sont ainsi prévues pour le maintien en l’état des soudures situées au droit des traversées de l’enceinte de confinement, dont une présente un défaut plan.
Certaines de ces justifications ont été analysées par l’IRSN et font l’objet des recommandations en annexe. En tout état de cause, la confiance dans la qualité des soudures des tuyauteries de vapeur principales au droit des traversées de l’enceinte de confinement n’atteint pas le haut niveau attendu du fait du choix inadapté des matériaux d’apport au regard des caractéristiques mécaniques prévues à la conception et du phénomène apparemment non maîtrisé de vieillissement de ce matériau.
En l’état du dossier, et au terme de son expertise de la caractérisation des soudures des tuyauteries de vapeur principales au droit des traversées de l’enceinte de confinement, l’IRSN retient qu’EDF devrait, plutôt que rechercher à justifier une acceptabilité en l’état, procéder à la remise en conformité des soudures concernées, les éléments qu’il a fournis par ailleurs concluant à la faisabilité d’une telle opération.
Pour le Directeur général et par délégation,
Karine HERVIOU : Directrice des systèmes, des nouveaux réacteurs et des démarches de sûreté
Annexe 1 à l’Avis IRSN/2019-00057 du 22 mars 2019
Recommandations
Recommandation n°1 :
L’IRSN recommande que la base des échantillons constituée par EDF afin de caractériser les propriétés mécaniques minimales des soudures réalisées au moyen du procédé fil-flux soit complétée par des assemblages réalisés avec plusieurs lots de même désignation commerciale que ceux des soudures des tuyauteries VVP au droit des traversées de l’enceinte de confinement, soudés dans des conditions représentatives de la pratique industrielle et dont les paramètres de soudage auront été ajustés pour encadrer les propriétés mécaniques des soudures des tuyauteries VVP du réacteur EPR de Flamanville. Le caractère pénalisant des propriétés mécaniques résultant de l’ajustement des paramètres réalisé pour ces assemblages devra être justifié par EDF.
Recommandation n°2 :
L’IRSN recommande qu’EDF détermine le décalage de la température de transition fragile-ductile induit par le vieillissement sous déformation en comparant la température de transition déduite de la courbe de résilience de l’assemblage soudé à l’état initial en peau à celle de l’assemblage soudé à l’état vieilli en racine, et ceci dans la même section de soudage.
Annexe 2
Ductilité, résilience et ténacité
Pour
vérifier les propriétés mécaniques des matériaux, on effectue
des essais, à différentes températures, sur des éprouvettes
prélevées sur les assemblages témoins réalisés au moment de
la fabrication ou sur des maquettes. L’éprouvette est usinée
en fonction de l’essai mécanique à réaliser.
Trois capacités sont mesurées : la ductilité́, la résilience et la
ténacité́.
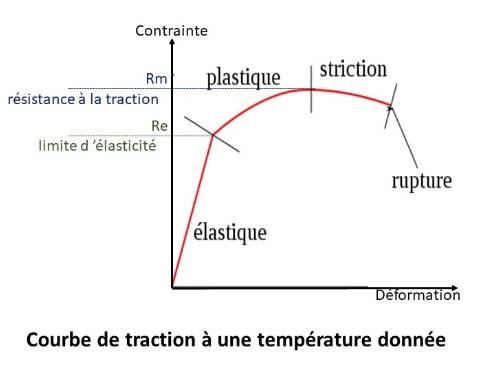
La ductilité désigne la capacité d'un matériau à se déformer plastiquement sans se rompre. On la mesure à partir d’essais de traction : on étire une éprouvette et on mesure son point de limite élastique et son allongement jusqu’à sa rupture.
La matière subit alors trois modes de déformation successifs :
• élastique : lorsque l’on supprime les efforts, la matière reprend sa forme initiale, la déformation est réversible ;
• plastique : lorsque l’on supprime les efforts, la matière garde une déformation résiduelle, la déformation est irréversible ;
• striction : la déformation se concentre en un endroit (du latin strictio, stringere, serrer) ; cela annonce une rupture prochaine.
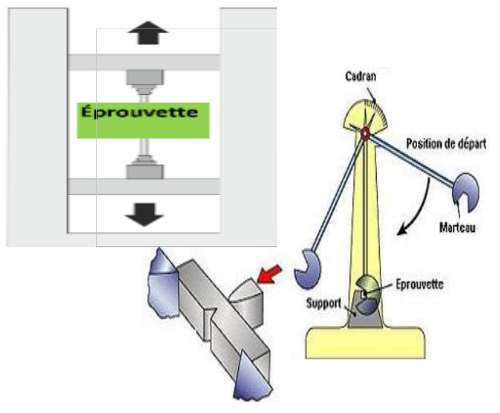
La résilience est la capacité d’un matériau à absorber de l'énergie quand il se déforme sous l'effet d'un choc en présence d’une entaille. Cette propriété est couramment utilisée par les industriels pour évaluer la qualité d’un matériau. Pour la mesurer, on mesure l’énergie nécessaire pour casser une éprouvette constituée de ce matériau lors d’un essai de flexion par choc. Pour cela, on place l’éprouvette de résilience qui est un barreau entaillé par usinage en son milieu sur deux appuis. Un pendule est lâché d’une hauteur déterminée de façon à frapper l’éprouvette. La hauteur de remontée du pendule après le choc permet de déterminer l’énergie nécessaire pour rompre l’éprouvette. Cette énergie de rupture en flexion (valeur de résilience) est mesurée en joule. Elle dépend du type d'éprouvette et de la température d'essai.
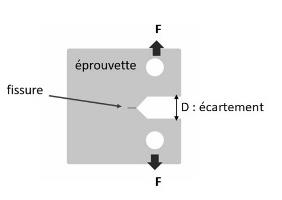
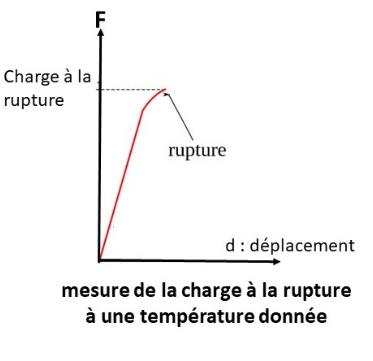
La ténacité est la capacité d'un matériau à résister à la propagation d'une fissure. Pour mesurer la ténacité d’un matériau on étire progressivement une éprouvette, pré- fissurée, à ses deux extrémités et on estime alors l’énergie nécessaire à la progression de la fissure.
L’essai est réalisé à différentes températures pour évaluer l’évolution de la ténacité.
Le calcul de la ténacité est ensuite obtenu à partir d’une formule tenant compte des dimensions de l’éprouvette, de sa forme et de la charge conventionnelle à rupture.