
Dossier GSIEN : Point sur les EPR
Études - Construction - Fonctionnement
Le moins que l’on puisse dire est qu’une multitude de problèmes ont émaillé la
construction des réacteurs EPR.
La fête continue avec le retour d’expérience de la première tranche démarrée en Chine.
Flamanville 3 – Point sur les réparations en cours
Une tragédie technico-financière bien française
Détailler la longue liste des défauts et irrégularités entourant la construction de ce réacteur ne tiendrait pas dans le format Gazette. Officiellement démarré en septembre 2007 (premier béton), le chantier a accumulé tant d’anomalies et de retards qu’il n’est toujours pas terminé. Il est vrai qu’EDF avait grossièrement sous-estimé la durée du chantier et le coût de construction. Et aussi sa capacité à réaliser une si impressionnante machine capable de convertir autant de puissance en chaleur perdue.
Soudures non conformes
Sur les tuyauteries réputées être en exclusion de rupture du circuit secondaire eau/vapeur, de nombreuses soudures n’ont pas été réalisées dans les règles de l’art. Donnons la parole au gendarme du nucléaire : « les contrôles de l’ASN [avaient] mis en évidence un manque de maîtrise des opérations de soudage réalisées sur les tuyauteries VVP [circuit de vapeur principale] et une défaillance de la surveillance d’EDF sur ses prestataires » [cf. Gazette 292/293]. Ces soudures sont difficiles à reprendre car elles se situent dans l’espace exigu situé entre l’enceinte interne et l’enceinte externe constituant le bâtiment réacteur. « La stratégie de traitement retenue pour les soudures de traversées de l’enceinte consiste en une réparation complète des soudures par l’intérieur au moyen d’un robot développé par l’entreprise Westinghouse. Pour les autres soudures des tuyauteries de vapeur principale, la stratégie de traitement retenue est également une remise en conformité des soudures.
En 2020, l’ASN avec l’implication de l’organisme Bureau Veritas exploitation (BVE) ont instruit les éléments préalables au démarrage des premières opérations de réparation des soudures VVP. Les premières opérations de réparations des soudures ont été engagées à l’été 2020 pour les soudures des enceintes de traversées.
En 2021, les instructions se poursuivent et les opérations de réparation s’étendent progressivement à l’ensemble des soudures le nécessitant avec une échéance de fin des opérations de réparation prévues à ce jour par EDF à fin avril 2022.
En complément des actions de surveillance menées par l’organisme BVE, l’ASN réalise des inspections régulières afin de vérifier que la qualité de réalisation des soudures est atteinte et demeure à un niveau satisfaisant tenant compte de l’accroissement du nombre d’opérations de réparation menées en parallèle » [1].
D’après les infos d’EDF données à la CLI de Flamanville en novembre 2021, les robots américains effectuent « les différentes étapes de remise en conformité : découpe, soudage, arasage, contrôle, etc. » [2] (cf. figure).
Traversée vapeur (VVP) - Réfection des soudures par l’intérieur de la tuyauterie
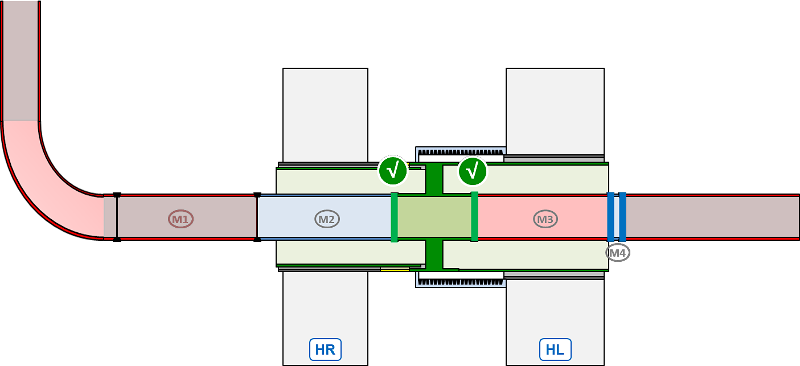
Légende :
HR - Enceinte interne
HL - Enceinte externe
Les soudures réparées sont représentées en trait vert (entre les
tronçons M2 et M3)
La partie M4 situe l’emplacement des découpes de la tuyauterie
vapeur pour l’introduction du robot.
Source : EDF - CLI de Flamanville [2]
Pour le GSIEN, cette méthode de soudage par l’intérieur modifie radicalement la géométrie des soudures qui avait été présentée dans le « Dossier d'Options de Sûreté » du réacteur. Pour les spécialistes : la passe racine d'origine se situait sur la paroi interne du tube tandis qu'elle se trouve après réparation sur la paroi externe du tube (voir la coupe d'une soudure ci-contre). Cela revient, en regardant la soudure selon un plan de coupe longitudinale vertical, à inverser le « V » (30 à 50 mm de hauteur pour 30 à 50 mm de largeur maximale) de la soudure. Il est difficile de penser que les caractéristiques initiales de la zone affectée thermiquement par l'opération de soudage restent identiques à celles qui furent validées. Il en va de même pour l'état de finition qui sera obtenu sur la paroi interne du tube et les éventuels aléas thermohydrauliques qui pourraient en résulter.
D'autre part, au vu des problèmes actuels identifiés au niveau de la réalisation des traitements thermiques de détensionnement nécessaires à la relaxation des tensions internes apparues lors de l'opération de soudage, nous recommandons la mise en œuvre d'un contrôle qui, au-delà de l'ordinaire examen des ressources documentaires associées, soit assorti d'un suivi in situ des opérations et vérifications des résultats obtenus.
Par ailleurs deux questions restent à poser, au-delà des messages rassurants diffusés par l'EDF en assemblée générale de la Commission Locale d'Information de Flamanville :
1- La validation de la méthode par la Nuclear Regulatory Commission (NRC) des États-Unis est-elle approuvée dans le cadre des Règles de Conception et de Construction Mécaniques (RCCM) en vigueur en France ?
2- "Passent"-elles sous les fourches caudines du « principe d'exclusion de rupture », joker cher à EDF qui, sous couvert réglementaire, n'hésite pas à le mettre en avant afin d'éluder l'étude et la prise en compte des conséquences (ruine du réacteur en cas d'avarie sur ces tubes) ?
Selon La Presse de la Manche (19/11/21), huit soudures de traversée d’enceinte ont été refaites : « à côté de ces soudures qui concernent le circuit vapeur, quatre autres soudures du circuit d’eau, également situées au niveau de la traversée de l’enceinte, vont être reprises. Dans les deux cas, il faudra ensuite remettre en état les tuyauteries coupées pour laisser le passage aux robots.
Il en restera encore plus de cinquante à reprendre sur le circuit secondaire principal » [3].