
Détection de défauts dans le métal
Examens non destructifs (END) et destructifs
Examen volumique par Ultrason (UT) : le procédé historique permettait la détection de fissures de fatigue thermique mais il n’a pas permis à EDF la détection précoce des fissures de CSC pourtant présentes. Après la découverte des premières fissures (Civaux 1, octobre 2021) le caractère parasite des indications n’étant plus assuré, EDF a optimisé le procédé UT permettant de détecter une fissure de CSC sans toutefois être capable d’en mesurer sa hauteur. EDF a donc cherché à améliorer son procédé en développant des capteurs plus performants. Afin de valider son procédé UT amélioré (UTa), des examens ont été réalisés sur certaines pièces avant d’être déposées pour expertise métallographique au “labo chaud” à Chinon (LIDEC) où sont réalisés les examens destructifs. D’après un document de l’IRSN présenté en GP ESPN puis lors d’un webinaire ANCCLI, les nouveaux capteurs permettent la « garantie de détection d’une fissure de plus de 2 mm de hauteur » et une « longueur ≥ 20 mm ».
Mais attention, dans certains cas, l’UTa n’est pas efficace à 100% : « Le procédé UTa présente des limitations : zones non couvertes ou non analysables pour différentes raisons (environnement, état de surface, niveau de bruit élevé) ou doutes sur la nature des échos ».
Et afin d’éviter de classer comme parasite une éventuelle fissure, « L’IRSN recommande que, en cas de question-nement sur la présence, la nature ou le dimensionnement d’une indication détectée par UTa, EDF déploie un END complémentaire surfacique » [ANCCLI, 4/07/23].
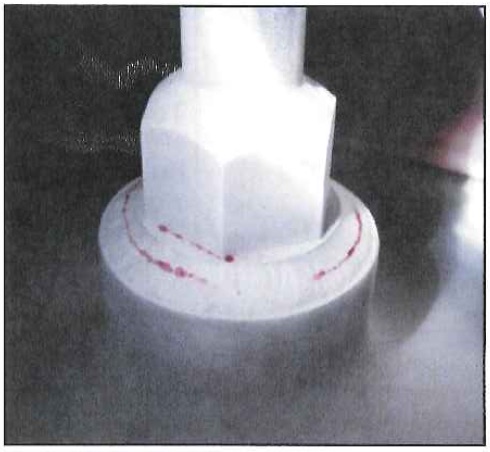
Saint-Alban 1 - Ressuage au niveau d’un adaptateur
de prise d’échantillon sur le circuit primaire
Source, EDF
Examen surfacique par ressuage : le ressuage de la paroi externe d’un assemblage soudé est couramment pratiqué pour la détection de défauts débouchant. C’est une technique manuelle, qui consiste à appliquer un pénétrant rouge sur la surface à contrôler exempte de toute souillure. Après une dizaine de minutes, un nettoyage très soigneux de la surface imprégnée est nécessaire. Il suffit ensuite d’appliquer un révélateur blanc pour révéler la présence d’une fissure invisible à l’œil nu (voir un exemple avec la photo présentée ci-contre). Si le défaut est sous-jacent ou internes, la détection sera impossible par cette technique.
EDF développe en parallèle un outil de ressuage de la paroi interne d’une tuyauterie à l’aide d’une sonde : c’est le Ressuage par voie endoscopique (RVE) développé par EFER Endoscopy « en collaboration avec le motoriste français Safran Aircraft Engines (Groupe SAFRAN), cet équipement, breveté dans plusieurs pays, permet d’effectuer le contrôle par ressuage de moteurs avionnés » [efer.com]. La sonde est équipée d’un générateur de lumière UV (ultra-violet) et d’une caméra vidéo. Petit inconvénient toutefois, il faut faire une découpe dans la tuyauterie à contrôler pour l’insertion de la sonde.
Examens destructifs
La réalisation de tels examens nécessite la dépose des matériels à contrôler comme des coudes et des tuyauteries des circuits RIS et RRA à vérifier. Ces circuits véhiculant du fluide contaminé, les portions déposées sont radioactives et sont expertisées dans un laboratoire disposant de « cellules chaudes ». Le laboratoire intégré d’expertise nucléaire (LIDEC) est installé sur le site nucléaire de Chinon et vient remplacer l’Atelier des matériaux irradiés (AMI). Il permet l’analyse des matériaux contaminés et/ou irradiés avec la réalisation d’expertises métallurgiques, mécaniques, chimi-ques et microscopiques. Par exemple, c’est dans ce même laboratoire que sont analysées les capsules témoins insérées dans les cuves dans le cadre du programme de surveillance de l’irradiation et du vieillissement de la cuve des réacteurs. A noter, qu’EDF sous-traite une partie des expertises au laboratoire de Framatome situé à Erlangen en Allemagne.
EDF a lancé un vaste programme d’expertises afin de caractériser les défauts de CSC détectés à l’aide de techniques poussées comme la diffraction d’électrons rétrodiffusés (EBSD) permettant l’étude de la structure cristalline de la matière à l’aide d’un microscope électronique à balayage (MEB). La caractérisation de la microstructure du métal à proximité des soudures a permis de définir que les fissures expertisées ont un parcours intergranulaire, la propagation de la fissure se faisant entre les grains (cristaux) de la matière, en suivant les joints de grain : cette propagation intergranulaire caractérise la fissuration par CSC. A l’inverse, la fissuration transgra-nulaire se propage au travers des grains (cf. Figure ci-dessous) : on la retrouve dans les fissures de fatigue thermique (voir page 24).
Les fissures s’amorcent et progressent dans le métal de base en bord du cordon de soudure, la Zone affectée thermiquement (ZAT) et elles se développent sur toute la circonférence des tuyauteries.
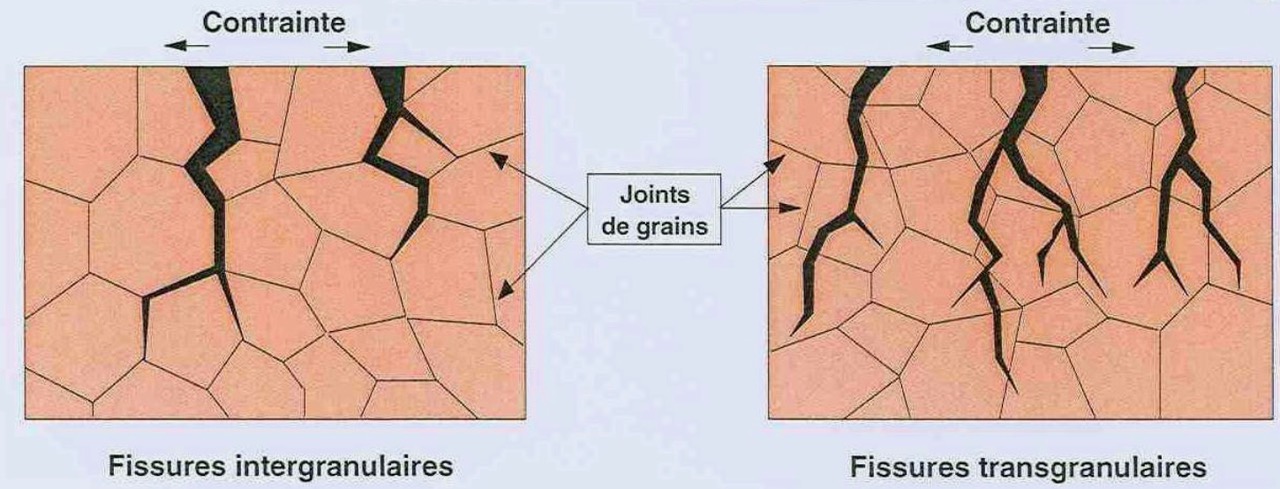
Représentation schématique de fissures
observées au microscope optique
Source, ENSITM